 Focus on AGV industry for 18 years
Focus on AGV industry for 18 years
Focus on AGV industry for 18 years
Focus on AGV industry for 18 years





In 2022, the global new energy vehicle market will maintain strong growth momentum, with China's new energy vehicle sales rate surpassing the 6 million mark. According to GGII, domestic power battery shipments are expected to exceed 480GWh in 2022 and may exceed 800GWh in 2023.
With battery production capacities reaching several hundred GWh, the challenges facing battery companies are undoubtedly huge. Innovative upgrades to production lines, the adoption of digital technologies, and the improvement of product quality, production efficiency, and cost reduction have become urgent needs for battery companies. At this time, intelligent automation logistics technology is helping battery companies to reduce manufacturing costs, improve delivery efficiency and quality by increasing production line intelligence, digitization, and flexibility.
The improvement and progress of intelligent automated logistics technology, and the use of mobile robots to replace manual handling to achieve logistics, are increasingly accepted by people. The high efficiency and fast logistics process provided by the mobile robot logistics system open a new chapter in the development of the intelligent automated logistics industry.
The customer of this project is a leading enterprise in the production and manufacturing of lithium batteries. In order to achieve efficient, standardized, standardized, and intelligent material transportation in the battery production workshop, a mobile robot logistics system is used to realize the turnover and transportation of materials/tools at the line-side workstations.
Task Grading with Priority Given to Firefighting Station A firefighting station needs to be set up with the highest priority for its tasks. Other tasks need to give way to the firefighting task.
High Precision Requirement
The large size of the vehicle's tooling requires extremely high positioning and angle accuracy. The tooling exists in two states - specialized and general - and requires reasonable scheduling for the production line.
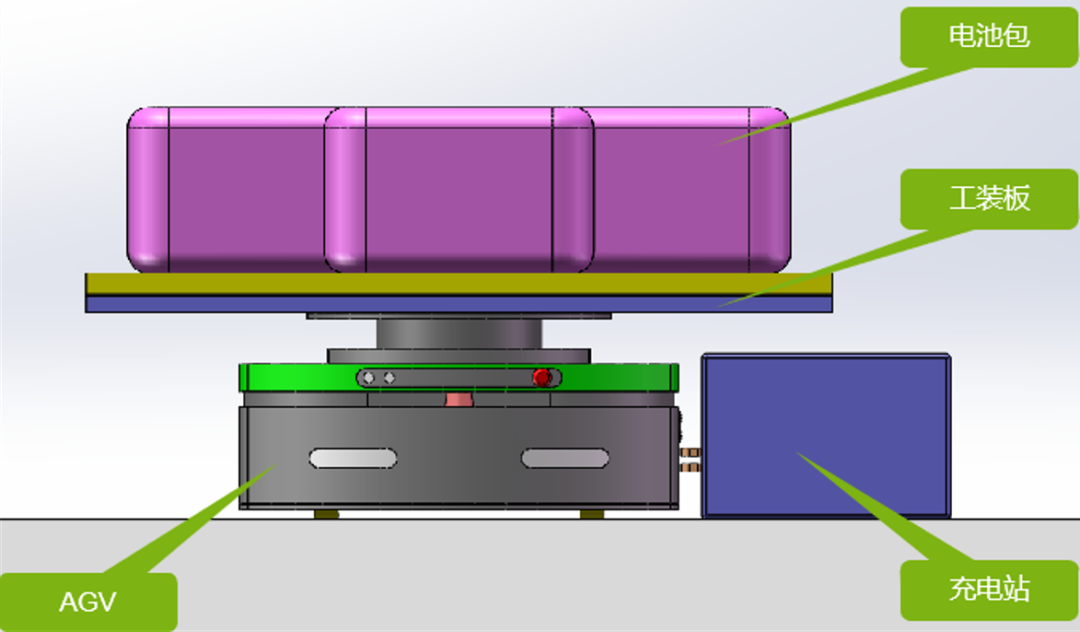
The project utilizes over 40 two-dimensional code navigation lurking lifting mobile robots, 15 sets of automatic charging stations, CRMS mobile robot intelligent control system, wireless docking system, CWMS intelligent warehouse management system, etc.
The mobile robot intelligent control system is connected to the customer's MES system, testing system, docking station system, EOL testing system, etc. When the testing equipment's PLC issues a command, the CRMS system converts it into a task, achieving data sharing and signal docking, improving transportation and production efficiency.
The entire area is divided into four testing zones. The scheduling system supports cross-area mobile robot support based on changes in production pace and testing anomalies, and implements a fluctuating regional flow to ensure that different production paces are met while minimizing capacity losses due to testing equipment anomalies. In addition, the mobile robot tasks at the fire station are independent and run throughout the entire area.
Mobile robots automatically move from assembly interface→testing area→testing station→unloading interface→assembly interface, automatically and efficiently completing the required pace, replacing manual loading and transportation operations, and meeting mass production capacity.
Algorithm guidance, task assignment optimization to improve operational efficiency; Mobile robots learn autonomously, optimize dynamic paths to achieve the minimum transportation distance; multiple mobile robot scheduling and traffic control; mobile robots autonomously avoid obstacles and intelligent charging.
Task execution visualization, mobile robot operation status visualization, battery power visualization, alarm information visualization, statistical information visualization, and operational action visualization.
By achieving "automation and replacing human labor", the labor intensity and employment pressure can be reduced, and automated production can be realized. The upper-level system automatically controls the process, reducing the number of operations, improving efficiency, and reducing the error rate. The operation is simple and easy to learn, reducing the requirement for personnel quality and experience.

The product used in this solution is the two-dimensional code navigation stealth mobile robot, which is one of JSI's intelligent standard products. This mobile robot has the following nine advantages:
Strong load capacity
It can support the lifting and transportation of goods up to 1500kg.
Strong autonomous capability
It can independently complete lifting, transportation, and unloading operations, and can be configured with material sorting systems, lifting platforms, and body relative rotation.
Capable of running across different areas
It can be docked with various passage equipment such as elevators, electronic doors, and air shower doors to achieve cross-floor and cross-area operations.
High positioning accuracy
When handling heavy and large-sized goods, the repeated positioning accuracy can reach ±5mm, and the accuracy of barcode reading of product materials can reach 99.99%, meeting the requirements of full-line peak production.
Stable operation
The product has stable performance and a large number of mature application cases.
Customized
It can be customized to adapt to the lithium battery industry and achieve flexible production, ensuring smooth production lines.
Self-diagnosis of faults
It has a sound self-diagnosis function and remote fault diagnosis and self-recovery functions.
Autonomous charging
When the battery is low, it can autonomously go to the charging station for automatic charging, enabling 24-hour operation without manual intervention.
Multiple safety protections
It is equipped with laser obstacle detection sensors, mechanical collision prevention devices, and audio and visual warning devices to ensure safe operation.







